Plastic/Rubber Vacuum Molding
TECHNICAL DESCRIPTION
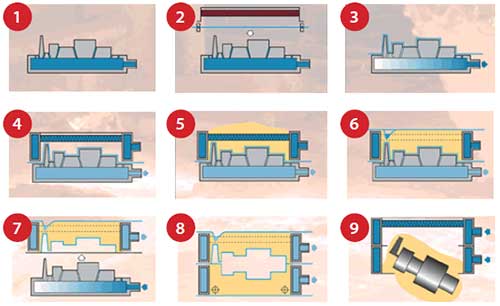
In stage 1, the two halves of the mold are brought together. Molds are typically made in two halves: parts A and B. Inserts, cores and additional mold parts can also be incorporated for complex parts.
The two separate parts of PUR are stored at 40°C (104°F). Mixing them together causes a catalytic and exothermic reaction to take place, and the PUR warms up to between 65°C and 70°C (149-158°F).
In stage 2, the liquid PUR is drawn into the mold by a vacuum. This ensures that the material has no porosity, will flow through the mold cavity and will not be restricted by air pressure. When it is poured In, it flows down through the gate and into the runner system. The PUR is held high above the mold, so as it is poured into the mold and runs underneath gravity forces it to rise upwards. The runner is designed to supply a curtain of liquid PUR. It flows through the mold and up the risers in part A. There are lots of risers to ensure that the mold is evenly and completely filled.
After a few minutes the mold cavity is filled and the vacuum equalized. The mold is left closed for the complete curing time, which is typically 45 minutes to 4 hours. In stage 3, the part is ejected and the flash, risers and excess material are removed.
INTRODUCTION
This is a method used to mold thermosetting polyurethane (PUR) for prototyping and one-off production. There are many different types of PUR, which make this process suitable for the majority of plastic prototyping.
It is used for a diversity of prototyping applications including mobile phone covers, automotive components, sports equipment and medical instruments.
Flexible silicone molds are produced directly from the master (pattern). Vacuum casting is then used to reproduce the product with properties very similar to the mass-produced part. The full color range is available, and it can be made soft and flexible like thermoplastic elastomer (TPE), or rigid like acrylonitrile butadiene styrene (ABS).
TYPICAL APPLICATIONS
Applications for vacuum casting are widespread and used in the automotive, consumer electronic, consumer product, toy and sport equipment industries. As well as prototyping, it is used when low volumes rule out expensive tooling for injection molding. Applications in the automotive industry include the production of inlet manifolds, water tanks, air filter housings, radiator parts, lamp housings, clips, gears and live hinges. Consumer electronic applications include keyboards and housings for mobile phones, televisions, cameras, MP3 players, sound systems and computers.
QUALITY
The tolerance is typically within 0.4% of the dimensions of the pattern. The surface finish will be an exact replica of the pattern. It is not possible to alter the surface finish of the silicone mold. The material can be adjusted to suit the application. PUR is available in water clear grades and the full color range. It can be very soft and flexible (shore A range 25-90) or rigid (shore D range).
