Plastic Blowing Molding
TECHNICAL DESCRIPTION
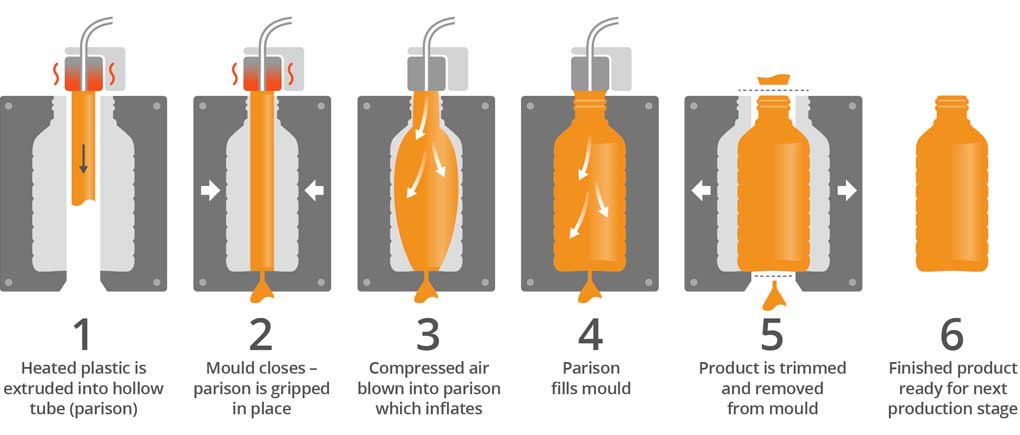
In stage 1 of the EBM process, a conventional extrusion assembly feeds plasticized polymer into the die. The polymer is forced over the mandrel and emerges as a circular tube, known as an extruded parison. The extrusion process is continuous. In stage 2, once the parison has reached a sufficient length the 2 sides of the mold close around It. A seal Is formed along the bottom edge. The parison Is cut at the top by a knife and moved sideways to the second station, where air is blown in through a blow pin, forcing the parison to take the shape of the mold. The hot polymer solidifies as It makes contact with the cold tool. In stage 3, when the part is sufficiently cool the mold opens and the part Is ejected. In stage 4, the container is deflashed using a trimmer.
The main advantages of EBM are that a wide choice of materials can be used in this process, and complex and intricate shapes manufactured.
ISBM can be used to produce clear containers with very high clarity. Stretching the pre-form during blowing greatly increases the mechanical strength of the container by aligning the polymer chains longitudinally. These containers also have good gas and solvent barrier properties and so can be used to package aggressive foods, concentrates and chemicals.
DESIGN CONSIDERATIONS
A major difference between these blow molding techniques is the capacity that each can accommodate. IBM is generally limited to the production of containers between 3ml and 1 liter (0.005-1.760 pints) and ISBM can produce containers between 50ml and 5 liters (0.088-8.799 pints), EBM can create the largest variety of containers ranging between 3ml and 220 liters (0.005-387 pints).
Blow molding is a complex process with which to work. Expert advice from engineers and toolmakers is required to guide the design process through to completion. There are many considerations that need to be taken into account when designing for blow molding, including the user (ergonomics), product (light sensitivity of contents and viscosity), filling (neck, contents and filling line), packaging (shelf height) and presentation (labelling using sleeves or print, for example).
COMPATIBLE MATERIALS
All thermoplastics can be shaped using blow molding, but certain materials are more suited to each of the technologies. Typical materials used in the EBM process include polypropylene (PP), polyethylene (PE), polyethylene terephthalate (PET) and polyvinyl chloride (PVC), while the IBM process is suitable for PP and HDPE among other materials. Typical materials for the ISBM process include PE and PET.
COSTS
Tooling costs are moderate. EBM is the least expensive, the tooling for I BM is typically twice as much and ISBM is the most expensive. Cycle time is very rapid. A single mold may contain 10 or more cavities and eject a batch of parts every 1-2 minutes.
Labor costs are low, as production is automated. Set-up and changeover can be expensive, however, so machines are often dedicated to a single product.
ENVIRONMENTAL IMPACTS
All thermoplastic scrap can be directly recycled. Process scrap is recycled in- house. Post-consumer waste can also be recycled and turned into new products. Recycled PET is used in the production of certain items of clothing, for example. Blow molding plastics is more energy efficient than glassblowing.
