Metal Forging (Drop Forging)
TECHNICAL DESCRIPTION
The drop forging process is carried out using either a closed or open die. An open die Is typically used for drawing out (elongating a part and reducing its cross-section), upsetting (shortening a part and increasing its cross-section) and conditioning (preparing a part for closed die forging). Open die forging is also used to shape hexagonal and square section bars. The tool face is generally square or v-shaped for simple forming. The workpiece is repositioned between each drop of the hammer by the operator. This requires a great deal of operator skill and experience and is not suitable for automation. Long profiles can be forged in sections.
Closed die forging can be automated for high volume production. The tools are fabricated in tool steels (chromium-based or tungsten-based) or low alloy steels. The life expectancy of a tool is largely dependent on the shape of the part, but is also affected by the ductility of the forging material. For example, stainless steel must be heated to over 1250°C (2282°F) and so stresses and wears the surface.
of the tool much more rapidly than aluminum, which is forged at only 500°C (932°F). During operation, lubricant that acts as coolant is applied to the surface of the tool to cool it down and reduce wear. In drop forging, the ram brings the upper die into contact with the workpiece under great pressure, from 50 kg/m2 to 10,000 kg/m2 (362-72,330 lb/ft2).
The force is generated by gravity fed weights or by powered means (hydraulic or compression) forcing the ram down. Press forging is powered by hydraulic rams, which force the metal into the die cavity in a squeezing action. This technique can be used to process metals hot or cold. Cold metal forging is typically used for small parts, no larger than 10 kg (22 lb). The advantage of cold forging is that it can be used to produce near net shape parts that do not require secondary operations.
INTRODUCTION
Metal has been forged into high strength tools and implements for many centuries. Examples include horseshoes, swords and axe heads, which were formed by blacksmiths hammering hot metal on anvils. There are now many different types of forging, which are used to produce an array of products from crankshafts to ice axes. The different techniques can be divided into drop forging, press forging and roll forging.
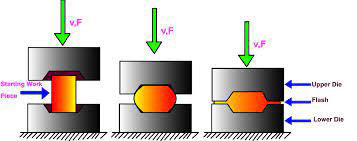
Drop forging is carried out as either an open or closed die operation. The process forms hot metal billets through repeated hammering. The main difference between the closed and open die techniques is that open die forging is generally carried out with flat dies, where as closed die forging shapes metal by forcing it into a die cavity. Closed die forging (also referred to as impression die forging) is used to produce complex and intricate bulk shapes. Open die forging, on the other hand, is typically used to 'draw out' a billet of metal into shafts and bars and can produce parts up to 3 m (10ft) long.
Press forging is essentially the same as drop forging, except that parts are formed by continuous hydraulic pressure, as opposed to hammering. Press forging is used to shape hot and cold metals; the temperature of the metal is determined by the material, part size and geometry.
Roll forging forms continuous metal parts through a series of metal rollers. This process is used to forge straight profiles and rings (washers), which can be up to 8.5 m (28 ft) In diameter and 3 m(10 ft) high.
TYPICAL APPLICATIONS
The high-strength nature of forged metal parts makes them ideal for demanding applications and critical components that require excellent resistance to fatigue. Forged components are found in lifting equipment, aerospace, military applications, cars and heavy machinery.
Many gears, plumbing parts, hand tools and implements are forged. Car axles and crankshafts are open die forged. The heads of nails and bolts are cold forged.
QUALITY
By its very nature, forging improves grain structure in the finished part. Metal billets go through plastic deformation as they are forged and as a result the metal grains align in the direction of flow. This produces exceptional strength to weight and reduces stress concentrations that tend to occur in corners and fillets. Parts can be machined post-forging with no loss of quality because there are no voids or porosity in the finished article.
The tolerances range from 1 mm (0.04 in.) in small parts up to 5 mm (0.2 in.) in large parts, but vary according to requirements because reducing tolerances increases costs. Forging is often combined with machining for Improved accuracy.
COSTS
Tooling costs are moderate to high, depending on the size and geometry of the part. Closed die forging tools typically last between 50 and 5000 cycles. Tool life expectancies are affected by the complexity of forging geometry, the design of the forging cavities, sharpness of radii, the material to be forged, the temperature required to forge that material and the quality of the surface finish of the tool. Incorporating multiple cavities into a tool and pre-forming the metal billet increases the cycle time.
Cycle time is rapid. A typical forging is complete in less than a minute. However, mass production forging can produce parts in less than 15 seconds. Labor costs are moderate to high due to the level of skill and experience required. This is a relatively dangerous process, so health and safety depend on the abilities of the workforce.
