Metal Die Casting
TECHNICAL DESCRIPTION
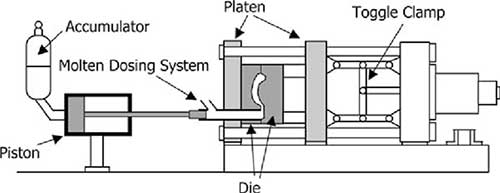
High pressure die casting is carried out as a hot or cold chamber process. The only difference is that in the hot chamber method the molten metal is pumped directly from the furnace into the die cavity. The machine sizes range from 500 tonnes (551 US tons) to more than 3,000 tonnes (3,307 US tons). The required clamp force is determined by the size and complexity of the part being made.
Metal ingots and scrap are melted together in a furnace that runs 24 hours a day. In stage 1 of the cold chamber method, a crucible collects a measure of molten metal and deposits it into the shot cylinder. In the hot chamber method, the shot cylinder is fed through the furnace. The hot liquid metal is forced into the die cavity by the shot piston at high pressure. The pressure is maintained until the part has solidified. Water cooling channels help to keep the mold temperature lower than the casting material and so accelerate cooling within the die cavity.
in stage 2, when the parts are sufficiently cool, which can take anything from a few seconds to several minutes depending on size, the mold halves open and the part.
is ejected. The flash and runner systems have to be trimmed before the part is ready for joining and finishing operations. High pressure die cast parts require very little machining or finishing, because a very high surface finish can be achieved in the mold.
INTRODUCTION
There are various techniques in die casting, including high pressure die casting, low pressure die casting and gravity die casting.
High pressure die casting is a versatile process and the most rapid way of forming non-ferrous metal parts. Molten metal is forced at high pressure into the die cavity to form the part. The high pressures mean that small parts, thin wall sections, intricate details and fine surface finishes can be achieved. The tooling and equipment is very expensive, and so this process is suitable only for high volume production.
In low pressure die casting molten material is forced into the die cavity by low pressure gas. There is very little turbulence as the material flows in and so the parts have good mechanical properties. This process is most suitable for rotationally symmetrical parts in low melt temperature alloys. A good example would be an aluminium alloy wheel.
Gravity die casting is also known as permanent mold casting; steel molds are the only feature that differentiate it from sand casting. The molds can be manually operated or automated for larger volume production. Reduced pressure means that tooling and equipment costs are lower, so gravity die casting is often used for short productions runs, which would not be economic for other die casting methods.
TYPICAL APPLICATIONS
High pressure die casting is used to produce the majority of die cast metal parts such as for the automotive industry, white goods, consumer electronics, packaging, furniture, lighting, jewelry and toys.
Low pressure methods are widely utilized in the automotive industry to make wheels and engine parts, for example. They are also used to make products for the home such as kitchenware and tableware.
QUALITY
Die cast parts have superior surface finish, which improves with pressure. High speed injection methods cause turbulence in the flow of metal, which can lead to porosity in the casting. Voids and porosity are an inevitable part of metal casting that can be limited when engineering the product at the design stage. Mold flow simulation is used to optimize the filling of the cavity of the mold and eradicate any potential voids and porosity. Strength analysis is carried out prior to manufacture to test the mechanical properties of the part.
COMPATIBLE MATERIALS
Choice of material is an essential part of the design process in die casting because each material has particular properties to be exploited. Die casting is only suitable for non-ferrous metals. The melting point of ferrous metals is too high, so liquid forming is carried out by investment or sand casting, and solid state forming by forging.
Non-ferrous metals including aluminum, magnesium, zinc, copper, lead and tin are all suitable for die casting. Aluminum and magnesium are becoming popular for consumer electronics due to their high strength to weight properties. They are dimensionally stable, even at high temperatures, resistant to corrosion and can be protected and colored by anodizing
COSTS
Tooling costs are high because tools have to be made in steel to be able to withstand the temperature of the molten alloys. For gravity die casting, sand cores can be used for complex shapes and slight re-entrant angles.
Especially if a multiple cavity mold is used, cycle time is rapid-from a few seconds to several minutes, depending on the size of the casting.
Labor costs are low for automated die casting methods.
